

江户时代野野村仁政设计的紫藤花茶壶(国宝)
陶器和瓷器(陶磁器,tōjiki,也叫焼きものyakimono,或陶芸tōgei),是日本最古老的工艺品和艺术形式之一,可以追溯到新石器时代。窑炉曾出产陶器、陶器、炻器、釉陶、釉炻、瓷器和青花瓷。日本在陶瓷生产方面有着非常悠久和成功的历史。陶器早在绳文时代(10,500-300 BC),使日本成为世界上最古老的陶瓷传统之一。由于茶道的经久不衰,日本的陶瓷在其艺术传统中受到了非同寻常的尊重。
日本陶瓷史记载了许多陶艺家的名字,其中一些是艺术家陶艺家,例如本海光悦、绪方贤山和青木木兵卫。[1]日本的anagama 窑也历代繁荣,其影响与陶艺家的影响不相上下。日本艺术的另一个特点是,即使在瓷器流行之后,无釉高烧粗陶器仍继续流行。[1]自4世纪以来,日本陶瓷经常受到中国和韩国陶器的影响. 日本将中国和韩国的原型转化并翻译成独特的日本创作,结果具有明显的日本特色。自 17 世纪中叶日本开始工业化以来,[2]工厂生产的高品质标准商品开始流行出口到欧洲。20世纪,现代陶瓷工业(如Noritake and Toto Ltd.)成长起来。
日本陶器的特点是两种两极分化的审美传统。一方面,有一种非常简单和粗制陶器的传统,主要是陶器,并使用柔和的大地色系。这与禅宗有关,许多最伟大的大师都是僧侣,尤其是在早期。许多作品也与日本茶道有关,体现了侘寂(“ austerity -rust/patina”)的美学原则。大多数最终装饰部分随机的乐烧都属于这种传统。[3]另一个传统是精雕细琢、色彩鲜艳的工厂器皿,主要是瓷器,装饰复杂而平衡,以独特的方式发展了中国的瓷器风格。[4]第三个传统,即简单但形状完美的釉面石器,也与中国和韩国的传统更密切相关。在 16 世纪,当时生产的一些传统实用乡村器皿因其简洁而受到赞赏,它们的形式经常被保留至今以供收藏家市场使用。[5]
历史
绳文时代

绳文陶器火焰式(火焔土器,kaen doki)器皿,公元前 3000-2000 年,出处:新泻县马高市
在新石器时代(角 11千年 BC),最早的软陶器制成。
在公元前6 世纪的绳文时代初期,出现了 典型的卷制器皿,装饰着手工压印的绳索图案。绳文陶器在其鼎盛时期发展出华丽的风格,并在绳文时代后期简化。陶器是用粘土绳缠绕而成,并在明火中烧制而成。
弥生时代
大约在 公元前4-3世纪,弥生时代出现了弥生陶器,这是另一种以简单图案或无图案为特征的陶器。绳文、弥生和后来的哈吉烧都共享烧制过程,但设计风格不同。
古坟时代

6世纪古坟时代身着惠子盔甲的埼玉武士(国宝)
公元3~4世纪,从朝鲜半岛带到九州岛的山坡上有屋顶的隧道窑anagama和陶轮出现了。[6]
anagama 窑可以生产粗陶,苏陶,在超过 1200-1300˚C 的高温下烧制,有时在烧制的减氧阶段将植物材料引入窑中时会发生事故。它的制造始于 5 世纪,并在边远地区一直持续到 14 世纪。尽管已经确定了几个地区差异,但苏在整个日本的情况非常相似。然而,随着时间的推移,苏陶的功能发生了变化:在古坟时代(公元 300-710 年),它主要是陪葬品;在奈良期间(710-94)和平安时代(794-1185),成为精英餐具;最后用作实用器皿和供佛坛的礼器。
当代的Haji ware和Haniwa 随葬品是像 Yayoi 一样的陶器。
平安时代

白山古坟出土的秋草图案厚味烧锅。平安时代,12世纪下半叶(国宝)
虽然三色铅釉技术从中国唐朝传入日本是在 8 世纪,但在平安时代,大约 800-1200 年,官窑只为寺庙生产简单的绿铅釉。
这个时期出现了神井烧,还有厚见烧和常滑烧。
镰仓时代
直到 17 世纪,未上釉的粗陶器因主要为农业社会的繁重日常需求而广受欢迎。丧葬罐、贮藏罐和各种厨房用锅是大部分产品的典型代表。一些窑炉改进了他们的技术,被称为“六古窑”:信乐(信乐烧)、丹波、备前、常滑、越前和濑户。
其中,尾张国(今爱知县)的濑户窑就有了釉技术。相传1223年,加藤白左卫门影政(又名Tōshirō)在中国学习陶瓷技术,并于1223年将高烧釉陶瓷带到濑户。濑户窑主要模仿中国陶瓷作为中国产品的替代品。它开发了各种釉料:灰褐色、铁黑、长石白和铜绿。陶器被广泛使用,以至于濑户单(“濑户的产品”)成为日本陶瓷的总称。濑户窑也生产无釉粗陶器。16世纪后期,许多逃离内战的濑户陶艺家搬到美浓国在岐阜县,他们生产釉陶器:黄濑户 ( Ki-Seto )、志浓、黑濑户 ( Seto-Guro ) 和织部烧。
室町时代
|
此部分需要扩展。您可以通过添加来提供帮助。 (2016 年 8 月)
|

花艺设计的水瓶。左图:中国 13 世纪南宋景德镇窑青白瓷器。右:濑户烧,南北町时代,14世纪
据1406年的编年史记载,明朝永乐皇帝(1360-1424)将宋代建窑十碗赠与 室町时代的幕府将军足利义满(1358-1408)。许多前往中国寺院的日本僧侣也将碎片带回家。[7]随着它们在茶道中受到重视,更多的作品从中国进口,在那里它们成为非常珍贵的商品。其中五件南宋器物价值极高,被政府列入日本国宝名录(工艺品:其他)。后来建制器被生产并进一步发展为天目,在当时的茶道中价格很高。
安土桃山时代
11世纪中叶至16世纪,日本从中国进口了大量的青瓷、白瓷、青花瓷。日本还进口了中国陶器以及韩国和越南的陶瓷。这种中国陶瓷(天目)被认为是复杂的物品,上层阶级用于茶道。日本人还从中国的窑炉中订购了定制设计的陶瓷。
高价进口也来自吕宋,被称为Rusun-yaki或“吕宋瓷器”,以及来自越南北部安南的安南。[8]
战国时期

伊藤茶碗名为“Kizaemon”,是在日本受到高度赞赏的韩国简单日常用品的例子(国宝)
随着 16 世纪后期佛教的兴起,领先的茶艺大师引入了风格的变化,并偏爱简陋的韩国茶碗和国内瓷器,而不是精致的中国瓷器。有影响力的茶大师Sen no Rikyū (1522–1591) 转向日本本土风格的简单质朴陶器,通常不完美,他钦佩这种“粗犷的自发性”,这是对日本陶器发展具有重大意义的“决定性转变”。[9]所述的乐家族(陶器而不是反过来命名)供给棕搪瓷茶碗。美浓、备前、信乐(信乐烧)、伊贺(类似信乐)等国内窑也供应茶具。艺术家-陶艺家Hon’ 制作了几个现在被认为是杰作的茶碗。
在丰臣秀吉的1592入侵韩国,日本军队带来了韩国陶艺家为奴日本,虽然也有早期自愿移民的证据。根据传统,其中一名被绑架者李三平在有田附近发现了瓷土的来源,并能够生产出第一批日本瓷器。这些陶工还在登窑或上升窑中带来了改进的窑技术,沿着山坡运行,使温度达到 1400 °C。[10]不久,萨摩、萩、唐津、高鸟、阿贺野和有田窑开始兴建。
江户时代

柯九谷(老九谷)五种颜色Iroe型缘故 壶与花鸟设计釉上彩搪瓷,江户时代,17世纪
![]()
Nabeshima ware三脚架大碟,苍鹭纹,釉下蓝,c. 1690-1710 年代(重要文化财产)
在 1640 年代,中国的叛乱和明朝与满清之间的战争损坏了许多窑炉,1656 年至 1684 年,新清朝政府通过关闭港口来停止贸易。中国陶艺难民能够将精致的瓷器技术和珐琅釉引入有田窑。从 1658 年起,荷兰东印度公司开始向日本寻求蓝白瓷器销往欧洲。[11]当时,有田窑和柿右卫门一样窑还无法向荷兰东印度公司供应足够的优质瓷器,但他们迅速扩大了产能。从 1659 年到 1740 年,有田窑能够向欧洲和亚洲出口大量瓷器。渐渐地,中国窑业恢复了活力,并开发了自己的风格,欧洲人认为如此吸引人的色彩鲜艳的珐琅器皿,包括粉彩、紫彩和该组的其余部分。大约从 1720 年起,中国和欧洲的窑炉也开始在低端市场模仿伊万里珐琅风格,到 1740 年左右,日本出口瓷器的第一个时期几乎停止了。[12]有田窑还供应家用器具,例如所谓的 Ko-Kutani 搪瓷器皿。[13]
瓷器也出口到中国,其中大部分由中国商人转卖给其他不允许在日本进行贸易的欧洲“东印度公司”。有人认为,此类物品的选择主要取决于中国人的口味,中国人更喜欢柿右卫门而不是“伊万里”器皿,这说明在早期欧洲收藏品中存在显着差异,可以在荷兰收藏品与其他国家收藏品之间进行重建,例如英国、法国和德国。[14]因为伊万里是航运港口,一些供出口和国内使用的瓷器被称为Ko-Imari(老伊万里)。欧洲的习惯通常是将青花瓷称为“有田”,将蓝色、红色和金色的瓷器称为“伊万里”,但实际上这两种瓷器通常是在有田的同一个窑炉中制造的。1759 年,被称为bengara 的深红色珐琅颜料在工业上可用,导致橙色 1720 Ko-Imari 风格的红色复兴。
1675年,统治有田的当地锅岛家族建立了私人窑炉,为日本上层阶级制作上等的搪瓷瓷器,称为锅岛烧。这主要使用传统日本风格的装饰,通常来自纺织品,而不是大多数有田烧的中国风格。[15] 平户烧是另一种瓷器,最初保留给精英们作为政治礼物展示,专注于在异常精美的白色身体上绘制非常精美的蓝色画作,为此聘请了卷轴画家。这两种类型代表了 1740 年代出口贸易停滞后生产的最好的瓷器。与锅岛烧不同,平户在 19 世纪继续成为重要的出口商。
在 17 世纪,在当时的日本皇都京都,窑炉只生产类似于中国南方陶器的透明铅釉陶器。其中,陶艺家野野村仁成发明了一种不透明的釉上彩,在寺庙的赞助下,能够提炼出许多日式设计。他的弟子绪方贤山发明了一种独特的工艺美术风格,将京烧(京都陶瓷)推向了新的高度。他们的作品是后来京烧的模型。尽管奥田英仙将瓷器引入京烧,但釉上彩陶器仍然蓬勃发展。Aoki Mokubei、Ninami Dōhachi(奥田永仙的弟子)和Eiraku Hozen 扩大了Kyōyaki 的剧目。
18 世纪末至 19 世纪初,日本其他地区发现了白瓷土,并在国内进行交易,陶工们得以更自由地行动。当地的领主和商人为了经济利益建立了许多新窑(如龟山窑和东部窑),濑户等老窑重新开始作为瓷器窑。这许多窑被称为“新窑”,他们以有田窑的风格在民间普及瓷器。
明治时代[编辑]
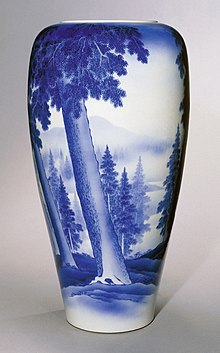
Makuzu Kozan 的瓷瓶,大约1910 年
在明治时代的国际开放期间,日本的手工艺有了新的受众和影响。大名阶级等传统赞助人脱离了,许多工匠失去了收入来源。政府对艺术出口市场表现出积极的兴趣,从1873 年的维也纳世界博览会开始,在一系列世界博览会上推广日本艺术。[16] [17]皇室也对艺术和手工艺产生了积极的兴趣,任命皇室艺术家和委托作品(“礼物”)作为礼物送给外国政要。[18]在国际上推广的大部分作品都是装饰艺术,包括陶器。
萨摩烧最初是对萨摩省陶器的一个名称,用釉上釉和镀金精心装饰。这些商品在西方受到高度评价。在西方被视为独特的日本风格,这种风格实际上很大程度上归功于进口颜料和西方影响,并且在创作时考虑了出口。[19]许多城市的作坊竞相生产这种款式以满足欧洲和美国的需求,通常生产速度快且成本低。因此,“萨摩烧”一词不再与原产地相关联,而是与纯粹用于出口的低质量烧具相关联。[20]尽管如此,也有艺术家如矢部美赞和Makuzu Kōzan保持最高艺术标准,同时也成功出口。这些艺术家在国际展览中多次获奖。[21] 美赞用铜板创造详细的设计,并反复将它们转移到陶器上,有时用一千个图案装饰一个物体。[22]
日本的瓷器工业在明治初期已经很成熟,但批量生产的瓷器并不以优雅着称。[23]在这个时代,技术和艺术创新使瓷器成为国际上最成功的日本装饰艺术形式之一。[23]这在很大程度上要归功于以萨摩烧而闻名的幕津光山,他从 1880 年代起在瓷器装饰中引入了新技术,同时致力于保留传统艺术价值。[24]在 1890 年代,他开发了一种装饰风格,在每个项目上结合了多种釉下颜色。[25]在这十年中,随着他继续实验,他的釉下彩技术变得更加复杂。[26]从1900年到1910年的十年间,他的作品的形状和装饰发生了重大变化,反映了西方的影响。[24]他的作品强烈影响了西方对日本设计的看法。[27]
大正时代[编辑]
日本陶器深受英国工作室陶艺家 伯纳德·里奇( Bernard Leach , 1887–1979) 的影响,被称为“英国工作室陶器之父”。[28] 1909年至1920年大正时代,他住在日本,成为日本陶器的主要西方解释者,进而影响了许多国外的艺术家。[29]
昭和时代
|
此部分需要扩展。您可以通过添加来提供帮助。 (2016 年 8 月)
|

蓝瓷花瓶装饰着红色和黄色的花朵和绿色的叶子,颈部和脚边有几何图案,由今泉十二世(活国宝)设计。它被赋予了由昭和天皇和香淳皇后在1975年对美国的首次访问总统杰拉尔德·R·福特之际。

水勺或磨坊 ( kara-usu ),用于制备无形文化财产Onta ware 的粘土
在早期的昭和的民间艺术运动民艺(民芸)在20世纪20年代末和20世纪30年代开发的。它的创始人是柳宗悦(1889-1961)。他拯救了江户时代和明治时代平民使用的廉价锅,这些锅在快速城市化的日本消失了。滨田正治(1894–1978) 是一位陶艺家,是民艺运动的主要人物,他将益子镇建立为著名的益子烧中心。这一运动中另一位有影响力的陶艺家是河合勘次郎(1890-1966)和岛冈达三(1919-2007)。这些艺术家研究了传统的上釉技术,以保护濒临消失的本土商品。
最关键的时刻之一是在太平洋战争期间,所有资源都用于战争,生产和发展受到严重阻碍,市场受到影响。
呈现平成时代
许多机构归文化财产保护司管辖。
俯瞰神户的丹波窑继续生产德川时代使用的日用品,同时增加了现代造型。大多数乡村商品都是由当地陶艺家出于实用目的匿名制作的。当地风格,无论是本土的还是进口的,都倾向于延续而不改变到现在。在九州,16 世纪韩国陶艺家在福冈小石原及其分部 Onta ware 建立的窑炉延续了 16 世纪的韩国农器。在冲绳,在几位大师的带领下继续生产乡村陶器,金城次郎被尊为人形国宝 (人间国宝,字面意思是“活的文化宝藏”,正式为重要非物质文化遗产保护者)。
现代陶艺家在滋贺、伊贺、唐津、萩和备前经营。备前的山本正男(东修)和萩的三轮九雪被指定为人形国宝。到 1989 年,只有六位陶艺家获得过这样的荣誉,要么是著名窑具的代表,要么是上釉或装饰技术的创造者;指定了两个组来保存著名古窑的器物。
在古都京都,乐家继续生产令秀吉欣喜若狂的粗茶碗。在美浓,陶工们继续重构美浓桃山时代濑户型茶具的经典配方,如织部烧铜绿釉和志浓烧的珍贵乳白色釉。在京都和东京艺术大学的实验艺术家陶艺重建传统瓷器和陶瓷等教师为下装饰藤本嘉道,一个人间国保。围绕古瓷窑有田在九州仍由锅岛氏的世袭瓷器制造商堺田柿右卫门十四世和今泉今右卫门十三世传承。两者都是指定群体头mukei bunkazai(无形文化财;参见柿右卫门和有田烧)。
英国艺术家Lucie Rie (1902–1995) 受日本陶器和 Bernard Leach 的影响,并通过多次展览在日本受到赞赏。英国艺术家Edmund de Waal (b. 1964) 研究了 Leach 并在日本花了数年时间研究明格风格。[29]来自加拿大的Thomas Bezanson弟兄受到了它的影响。[30]
相比之下,到了 80 年代末,许多陶艺大师不再在大窑或古窑工作,而是在日本各地制作经典陶器。在东京,一个显着的例子是辻晴明,他从滋贺带来了他的粘土,但在东京地区盆栽。多位艺术家致力于重建中国风格的装饰或釉色,尤其是蓝绿色青瓷和水绿色青白。日本最受欢迎的中国釉料之一是巧克力棕色的天目釉,它覆盖了禅宗从中国南宋(十二和十三世纪)带回的农民茶碗僧侣。对于日本用户来说,这些巧克力棕色的商品体现了侘寂(质朴质朴)的禅意美学。在美国,日本出生的艺术家宫村英明 (Hideaki Miyamura) 所发明的创新水晶陶罐便是使用天目釉的一个显着例子。
粘土
粘土的选择主要基于当地可用的材料。日本有丰富的最基本类型的粘土。由于天然存在的高岭土矿床,九州发现了许多瓷土。传统上,窑都建在粘土沉积的地方,大多数陶艺家仍然使用当地的粘土,开发了一系列特别适合这种粘土的釉料和装饰技术。在日本群岛发现的陶土范围从易熔陶器到耐火高岭土。从绳文时代到弥生时代,日本陶艺家依赖高塑性含铁页岩和冲积粘土。绳文时代早期的大部分作品中都出现了有机材料,但此后以沙子或碎石为主。在中国的统治下进行了进一步的改进公元 8 世纪和 9 世纪的影响,当时奈良三色器和平安灰釉器的创造者寻找白色耐火粘土并通过浸渍提高其成色。在京都,需求使它既实用又有利可图,粘土被压碎、捣碎(制成泥浆)并进行商业过滤。要使用粘土,您必须首先将其分成小块,在其上倒少量水,然后用“kine”(木槌)敲打,直到获得所需的可塑性和质地均匀性。然后你把它通过“aramomi”或“粗楔”过程,一个揉捏动作,之后粘土储存两三天,有时甚至长达一周。在准备扔粘土之前,它必须通过nejimomi (“screw-wedge”) 过程,它产生一个子弹状的物质,其中所有的气泡都被去除了,颗粒结构被排列成从物质的中心向外辐射。
制作方法
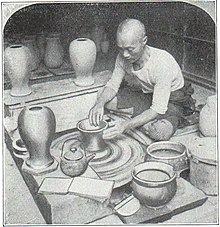
波特在他的轮子上 (1914)
最早的碎片是通过将粘土压制成形状而制成的。这种方法在轮子发明后继续使用,例如在生产连月器时。绳文时代发展起来的盘绕方法。例如,后来开发了捏和切割板的生产,例如用于制作Haniwa粘土人。
波特轮
陶轮在日本的首次使用可以在苏陶中看到。Sue 的作品结合了轮子和盘绕技术,而8 世纪到 10 世纪在中国影响下制作的铅釉陶器包括完全在陶轮上制作的形式。
东方最初的陶轮是陶工用手和轮转动的圆形垫子,在日本被称为六郎。但是随着te-rokuro或手轮的出现,投掷的机制使得一种更微妙的艺术成为可能。轮头是一块又大又厚的圆形木头,在圆盘周边的上表面上有浅孔。陶工将木柄插入其中一个孔中,并在轴上旋转轮头,直到达到所需的速度,从而使轮子保持运动。
手轮始终顺时针转动,大轮头的重量使其启动后,快速旋转很长时间。在手轮上制作的碎片具有高度的准确性和对称性,因为在投掷时陶工的身体没有运动,就像踢轮的情况一样。日本制瓷初期,京都、濑户、名古屋地区只使用手轮;在其他地方,在九谷地区和有田,使用了脚轮。日式踢轮或ke-rokuro大概是在明朝初期在中国发明的。它的设计在很多方面都与手轮相似,或者它的顶部可能有一个木制的尖端,还有一个铁管,就像后来的轮子一样。踢轮总是以逆时针方向转动,陶工在投掷时踢轮时不可避免的身体运动使许多日本陶器不经意地缺乏对称性,从而吸引了当代西方品味。
继明治维新在1868年,瓦格纳博士的学生赴德国学习如何建立一个下沉气流窑,并观察到皮带上滑轮从单一轴操作很多车轮。回来后,他在濑户地区建立了一个类似的系统,用一个人来转动驱动轴和滑轮系统的飞轮。从这个开始,两人轮子就发展起来了。
今天,京都的大多数陶工都使用电动轮,尽管仍有许多工作室保留手轮和踢轮。然而,现在很难找到可以制造或修理它们的工匠。
线圈和投掷
在小石原、翁田和丹波,大碗和罐子首先被粗略地盘绕在轮子上,然后通过投掷成型,这就是所谓的“盘绕投掷技术”。初步步骤与线圈制作相同,之后,随着轮子的旋转,粗糙的形状用滑动润滑并在陶工的双手之间成型。这个过程可以追溯到 360 年前,在秀吉入侵韩国后,韩国技术被带到了日本。
工具
通常由快速生长的竹子或木材制成,这些用于塑造陶器的工具具有非常吸引人的自然感觉。虽然大多数是西方熟悉的工具的日本版本,但有些是独特的日本发明。
- gyūbera – 或“牛舌”是长雪橇形竹肋,用于压缩底部并塑造直边碗的侧面。它们是来自九州有田的传统工具。
- marugote – 圆形、浅蛤壳状竹肋,用于塑造弧形碗的侧面。它们也可用于压缩抛掷形式的底部。
- dango – 类似于木肋,这些叶形竹肋用于塑造和平滑锅的表面。
- takebera – 竹子修剪和造型“刀”,有多种不同形状,可用于雕刻、清理湿盆、切割和产生涂鸦效果。
- tonbo – “蜻蜓”,功能等同于西方卡钳,具有附加功能。这些精致的竹制工具悬挂在竹筒上或平衡在壶的边缘,用于测量抛出的形状的直径和深度。
- yumi – 钢丝和竹子修剪竖琴,可兼作长笛工具。它们用于切割不平整或撕裂的边缘以及刻面皮革坚硬的形状。
- tsurunokubi – “鹤的脖子”,是一种 S 形弯曲的日本木制投掷棒,用于塑造窄颈件的内部,如瓶子和某些花瓶。
- kanna – 是由铁制成的切割、雕刻和切割工具,用于修剪碎片、雕刻、涂鸦和刮掉多余的釉料。
- tsuchikaki – 是一种由铁制成的大型环状丝带工具,可用于修剪和雕刻。
- umakaki – 一种修边竖琴,用于平整平坦、宽阔的表面,例如浅盘或盘子的底部。
- kushi – 严格来说不是一种投掷工具,这些梳子用于在锅表面上至少划出两条装饰性平行线。最大的梳子有大约 20 个齿。
- 拿 bon bon – 也不是投掷工具,而是日本的拖车。甲取蓬蓬是高容量的竹瓶与从中打滑和釉能够以一个稳定,控制流倒出所以陶工可以“画”与它的喷口。
商品
在其历史上存在数百种不同的商品和风格。历史最悠久、知名度最高的那些都得到了政府的认可。有关更多信息,请参阅日本陶瓷网站列表。
| 名称 | 汉子 | 传统网站 | 笔记 | 示例图像 |
|---|---|---|---|---|
| 阿贺野烧 | 上野焼 | 福冈县田川区福知 |  |
|
| 会津本宫烧 | 会津本郷焼 |  |
||
| 赤田烧 | 赤肤焼 |  |
||
| 赤津烧 | 赤津焼 | |||
| 天草陶器 | 天草陶磁器 | |||
| 有田烧 | 有田焼 | 佐贺有田 | 从 17 世纪中叶开始,日本出口瓷器的主要来源。江户时代初期,韩国陶艺家开始制作。伊万里烧、锅岛烧、柿右卫门风格的装饰品等,在众多的窑炉中形成了多种多样的风格。 |  |
| 旭烧 | 朝日焼 |  |
||
| 银制品 | 万古焼 | 三重县 | 大多数是茶杯、茶壶、花瓶和清酒器皿。据信起源于19世纪。 |  |
| 备前烧 | 备前焼 | 备前省 | 又称印部烧。一种红褐色的长烧粗陶器,据信起源于 6 世纪。最早用于茶道的中世纪实用器皿之一,并提升为艺术陶器的地位。[31] |  |
| 越前烧 | 越前焼 |  |
||
| 萩烧 | 萩焼 | 萩、山口 | 由于它是在相对较低的温度下燃烧的,因此它很脆弱,并且可以快速传递其内容物的热量。 |  |
| 波佐见烧 | 波佐见焼 | |||
| 伊贺烧 | 伊贺焼 |  |
||
| 岩见烧 | 石见焼 | |||
| 出石烧 | 出石焼 | |||
| 唐津烧 | 唐津焼 | 唐津、佐贺 | 日本西部产量最高的陶器。据说始于 16 世纪。 |  |
| 笠间烧 | 笠间焼 | |||
| 清水烧 | 清水焼 | 京都清水市 | 京烧的一个分类 |  |
| 小石原烧 | 小石原焼 | 福冈县 | 大多数是茶杯、茶壶、花瓶和清酒器皿,由于民间艺术运动,日常家庭使用的实用物品。起源于16世纪的韩国陶艺家。 | |
| 小部烧 | 古曽部焼 | |||
| 九谷烧 | 九谷焼 | 石川县 |  |
|
| 京烧 | 京焼 | 京都 |  |
|
| 益子烧 | 益子焼 |  |
||
| 三河内烧 | 三川内焼 |  |
||
| 美浓烧 | 美浓焼 | 美浓省 | 包括Shino ware、Oribe ware、Setoguro ware和Ki-Seto ware。 |  |
| 无名烧 | 无名异焼 | |||
| 大堀烧 | 大堀相马焼 | 福岛县 | 在该地区非常流行的马(uma或koma)的图像是主要图案。因此,有时也称为相间驹烧。 |  |
| 安田洁具 | 小鹿田焼 | 御田、大分 | 一个没有电的小村庄社区生产的传统器皿。大多是简单但装饰优雅的餐具,风格可以追溯到 18 世纪。 |  |
| 大谷烧 | 大谷焼 | 德岛鸣门 | 大型陶器 | |
| 乐烧 | 楽焼 | 一种在日本乃至世界各地实践的技术和风格。通常情况下,容器不使用轮子手工抛掷,形状简单且相当粗糙,并在低温下烧制,然后在露天冷却。在现代,可燃材料通常被放置在窑中,与釉料发生不可预测的反应。茶道的陶瓷风格有一句谚语:“一乐,二萩,三唐津”。 |  |
|
| 萨摩烧 | 萨摩焼 | 萨摩省 | 陶器,最初是韩国陶艺家在 1600 年左右开始的本地朴素器皿产业。从 19 世纪开始,这是一个术语,指的是许多地区生产的一种装饰精美的陶器,纯粹用于出口到西方。 |  |
| 濑户烧 | 瀬戸焼 | 爱知县濑户市 | 日本出产最多的日本陶器。有时,术语濑户烧(或濑户单)代表所有日本陶器。包括Ofukei ware。 |  |
| 信乐烧 | 信楽焼 | 滋贺县 | 日本最古老的款式之一。以狸花陶器而闻名。 |  |
| 石取烧 | 志戸吕焼 | |||
| 商代烧 | 小代焼 |  |
||
| 高取烧 | 高取焼 | |||
| 丹波烧 | 丹波立杭焼 | 兵库县 | 也称为立井烧。日本最古老的六种之一。 |  |
| 陶瓷 | 砥部焼 | 爱媛县 | 多为厚瓷餐具,绘有蓝色钴蓝彩绘。 |  |
| 常滑烧 | 常滑焼 | 爱知县常滑市 | 大多数是花瓶、饭碗、茶杯。 |  |
| 壶屋烧 | 壶屋焼 | 那霸壶屋 | 表单的琉球陶器。多为厚瓷餐具,绘有蓝色钴蓝彩绘。 |  |
| 泽泽器皿 | 膳所焼 | Ōtsu , 前泽泽域 | 多为厚瓷餐具,绘有蓝色钴蓝彩绘。 |